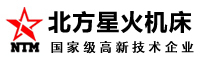
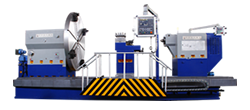
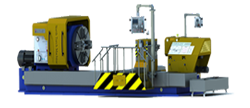
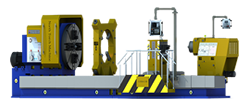
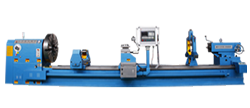
数控车床作为一种高精度、高刚性、高转速、高效率、高性价比的精密车床。采用卧式平导轨结构,树脂砂铸造,刚性好;导轨淬火精磨,精度及精度保持性较好。整体齿轮箱式大孔径主轴单元,高刚性结构,适合重切削加工;3档变频调速,档内无极,可实现档内恒线速车削。进给系统采用高精度滚珠丝杆直连驱动,滑动表面贴聚四氟乙烯,消除爬行,提高了工作精度,增强了移动部位耐磨性及抗击能力,长久保持导轨精度,提高机床寿命。集中自动润滑系统,提高机床动态响应,延长导轨,丝杆使用寿命。 确定典型零件的工艺要求、加工工件的批量,拟定数