








|
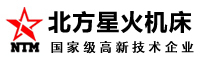
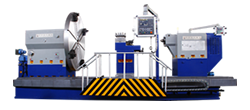
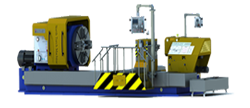
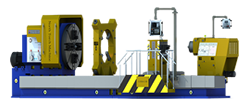
数控车床的零件图纸数据处理编程指导这里的原点是指程序坐标系的原点,称为程序原点或编程原点。同一个零件,同样的加工,由于原点选得不同,程序中尺寸字中的数据就不一样,所以编程之前首先要选定原点。从理论上说,原点选在任何位置都是可以的。但实际上,为了换算简便及尺寸直观(至少让部分点的指令值与零件图上的尺寸值相同),应尽可能把原点的位置选得公道些。车削件的程序原点X向均应取在的回转中心,即车床主轴的轴心线上,所以原点位置只在Z向作选择。原点Z向位置一般在左端面、右端面两者中作选择。有的工艺员习惯于选在右端面,此时时程序中的尽大部分尺寸字中的数据是负值;若程序原点选在左端面,则程序中的尺寸字中的数据值是正值。 原点选定后,就应把个对应点的尺寸换算成从原点开始的坐标值,并重新标注。零件的轮廓曲线一般由很多不同的几何元素组成,如由直线、圆弧、二次曲线等组成。通常把各个几何元素间的连接点称为基点,如两条直线的交点、直线与圆弧的切点或交点、圆弧与圆弧的切点或交点、圆弧与二次曲线的切点和交点等。大多数零件轮廓由直线和圆弧段组成,这类零件的基点计算较简单,用零件图上已知尺寸数值就可计算出基点坐标,如若不能,可用联立方程式求解方法求出基点坐标。 CNC系统均具有直线和圆弧插补功能,有的还具有抛物线插补等功能。当加工由双曲线、椭圆等组成的平面轮廓时,就得用很多直线或圆弧段逼近其轮廓。这种人为的分割线段,其相邻两线段的交点称为节点。编程时就要计算出各线段长度和节点坐标值。 数控车床一般只能作直线插补和圆弧插补。碰到回转轮廓是非圆曲线的零件时,数学处理的任务是用直线段或圆弧段往逼近非圆轮廓。非圆曲线又可分为可用方程表达的曲线和列表曲线两类。 对于可用方程描述的二次曲线的逼近。一是直线逼近。假如曲线方程比较简单、又不预备作理论误差验算,那么用手工(借助计算器)就可以完成。但直线逼近的误差较只适用于比较粗糙的加工。另一种是用圆弧逼近。圆弧逼近一般应借助微机来完成。一种方法是先按估计分段,编一个程序作逼近,然后再编一个程序验算误差。如算出的误差超过答应值,再回过来增加分段数。反复几次,直到误差略小于答应值为止。此法操纵起来虽麻烦一些,但两个程序都比较简单。另一种方法是边逼近边计算误差,使算(输)出的逼近圆弧与实际轮廓间的误差总是小于或即是某个答应值。这样的程序固然复杂一些,但微机操纵上却较简单。 对于不可用方程描述的二次曲线的逼近,而是以离散的坐标点给出的列表曲线(函数)。对于列表曲线,手工编程相当困难,通常要借助计算机进行复杂的数学计算,已有不少专著对此作了具体论述、故不在此讨论。 全功能的CNC系统具有刀具补偿功能。编程时,只要计算出零件轮廓上的基点或节点坐标、给出有关刀具补偿指令及其相关数据,数控装置可自动进行刀具偏移计算,算出所需的刀具中心轨迹坐标,控制刀具运动。有的经济型数控系统没有刀具补偿功能,则一定要按刀具中心轨迹坐标数据编制加工程序,就需要进行刀具中心轨迹的计算。卧式车床 辅助计算即是为编制特定数控机床加工程序预备数据。不同的数控系统,其辅助计算内容和步骤也不尽相同。 |

