












|
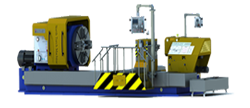
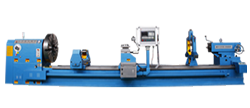
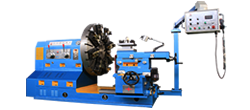
数控车床工件加工规范差错的主要原因众所周知,数控车床是配备有CNC数控系统、伺服操控系统等操控设备和高精度进给系统、刀库等执行机构的一款新式加工设备。从加工形式上来说,它和迄今为止任何一种加工机床都不太相同。抽象的讲,数控车床是集主动化加工和复合集中化加工为一体的高精、高效加工设备。不过,影响工件终究加工精度和加工功率的要素有许多。本文为您简略介绍一下,数控车床工件加工规范差错的原因,希望对我们有用。 形成工件加工规范差错的主要原因:我们知道,数控车床是由操控系统、伺服驱动设备、伺服电机、机械进给设备、作业台部分、反响测量设备等组成。工件加工时,通过CNC数控系统的数字运算后向伺服驱动设备宣布操控信号,驱动伺服电机转动,再经机械进给设备递给作业台,使工件与刀具之间发生相对运动,一起方位检测反响设备将工件与刀具之间的实践相对移动量转变成电信号反响给CNC数控设备,数控设备将指令转位量与反响的实践转位量进行比较,然后加工出契合加工程序设计要求的工件。 不过,在数控车床实践加工中却常常出现工件与刀具之间并未彻底依照指令值进行相对移动,形成加工零件规范与设计不符。然后出现加工规范差错现象的发生。一般形成这类毛病的原因主要有:伺服电机的实践转位值与指令转位值相符,但工件与刀具的实践相对移动未达到要求;伺服电机的实践转位值与指令转位值不符;机床传动系统回零方位差错;外界搅扰或脉冲丢掉以及机械毛病导致等几个原因。 |

